
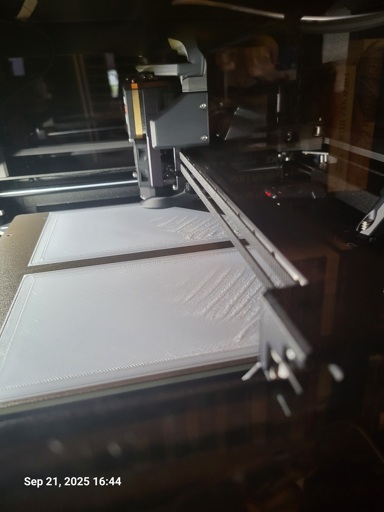
I’m now into my 3rd day with this printer, and while it’s been pretty smooth sailing with PETG so far, I have noticed some consistent layer gore on the first layer. It is consistent across prints with large flat surfaces, and always in the same spots.
However, what made me curious is the fact that it seemed to be at perfect 45 degree angle and at regular intervals, as if it’s some remnant of the first layer of another print.
These pectures were taken during the first print after cleaning the print sheet with warm water and dish soap. (I’m getting isopropyl alcohol next week).
Any tips and/or theories? The rest of the print comes out just fine, although I’m still tweaking the extrusion modifier.
.
.
.
PS: I’ll gather additional data over time based on the tips and theories posted in here. I’ll update the thread in a few days once I have some results (or lack thereof) to report.
UPDATE: For starters, slicer templates are at play. I didn’t notice that I had reverted to default when loading a project.
Beyond that, I’ve started playing with extrusion multiplier as per recommendations in here, and it’s getting better. I’m still trying to dial this in perfectly so that I get the other layers nice and full without nozzle accumulating any gunk. Once satisfied I’ll play around with settings for first layer.
I guess the updated theory is that the print head movements of the first layer happens to cause washboarding in those positions even if I rotate the print. I would suspect a large surface print would instead of two would result in a single washboard patch.
Total anecdote, I had similar washboarding with my mk3s, I did a bed levelling mod that replaced some of the standoffs with silicone tubing spacers and that helped a lot. It was always in the same spot and it would mostly show up on prints that covered large areas and toward the edges of the bed.
I do echo others though that I do think extrusion multiplier and first layer offset do play a role with it, petg doesn’t like the same amount of squish that you can get away with using abs (not to say it doesn’t happen, just doesn’t look as rough, it doesn’t cause a failed print for me and I don’t mind a quick cleanup with a deburring tool depending what it’s for).
Does it show up if you flip the sheet just as a thought? I recall having a bit more of an issue with one side of my satin sheet for example. Last thought, could be worth giving things a long heat soak before doing meshing and homing, make sure everything is more or less stable expansion wise.