
Hi all, I have bought a second hand Creality Ender 5 pro. So far so good. I checked the belts, tightened the bolts (where needed) and successfully ran it for a week before deciding “you know what this printer needs? Klipper firmware.” So off I went and installed Klipper.
Ran though all the requisite calibrations, so now the extruder extrudes 50 mm (+/- about 0.2mm) when I ask it to, my calibration cubes measure exactly 20 x 20 x 20 mm with less than 0.1mm deviation. PID tuning for hot end and the bed. But the stringing. The stringing!
The filament is 3DJake ecoPLA that I opened two weeks ago.
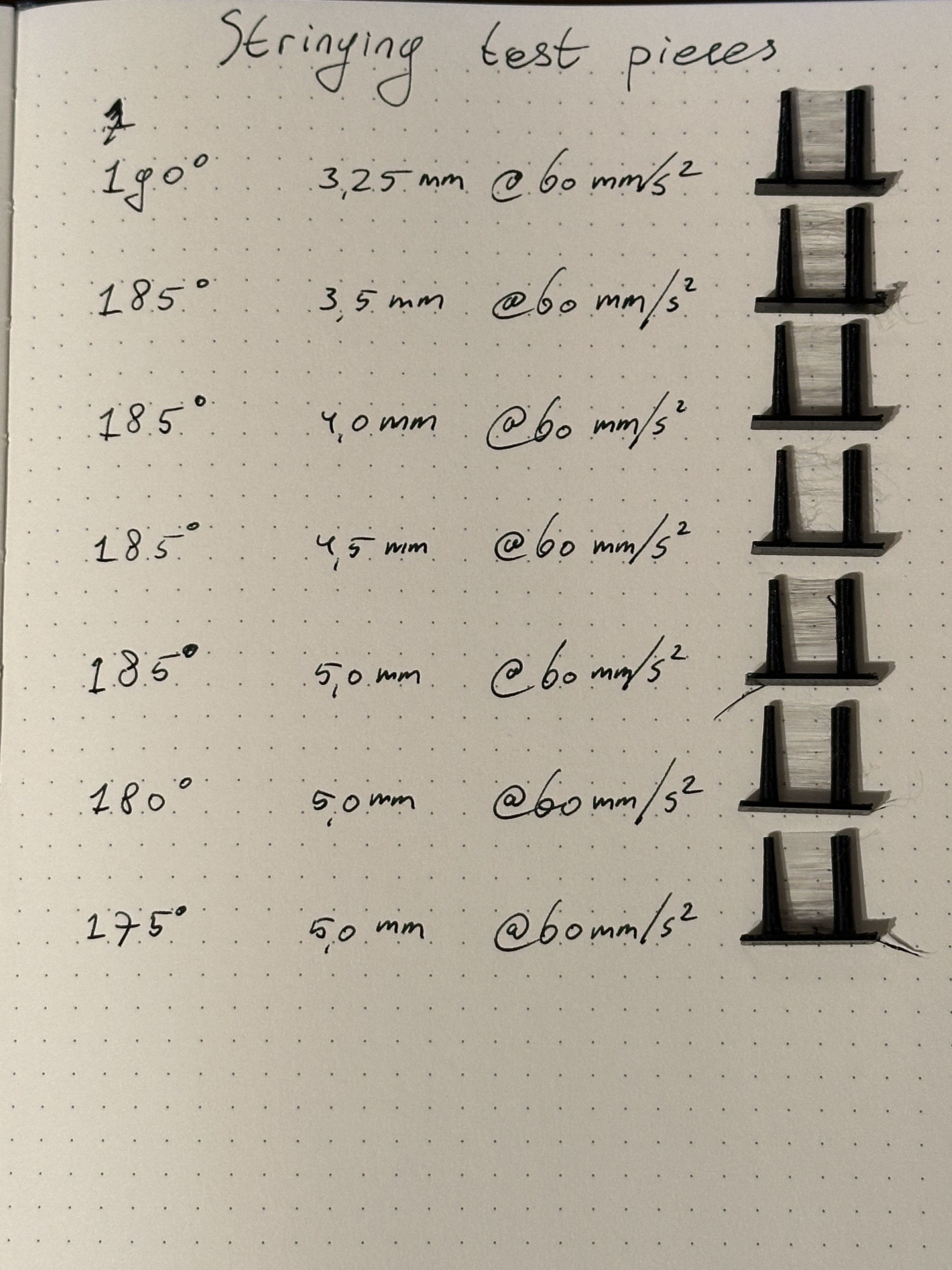
See picture attached (and apologies for miswriting the ^2, I had misremembered). Temperature, retraction, it doesn’t matter. With stock firmware the retraction worked well at around 4.5mm retraction at 40mm/s. I can’t get the stringing to stop here at like 80mm/s and 8mm of retraction and I am at my wits end.
I would greatly appreciate any pointers you guys might have for me!
You must log in or # to comment.
Have you dried your filament? I tried literally everything to fix stringing and nothing worked. I dried my filament and had a perfect print. It doesn’t matter if the filament is 2 weeks, or 2 seconds old, they can come from the factory with too much moisture retention.
Definitely look into this. I have had the exact same thing happen to me.
I haven’t yet! I’ll look up how to dry it, thanks!
Do you have z hop on? If yes, try lowering it a bit. Going from 0.4 to 0.2 helped me a lot.
Thanks! I have it on, but already at 0.2. I did try a print with it disabled and made no perceivable difference.
You may want to take a look at pressure advance if you haven’t already. Seems to help a lot with retraction on bowden printers.
https://ellis3dp.com/Print-Tuning-Guide/articles/pressure_linear_advance/introduction.html
Thanks! I had, used the pressure advance tower from the klipper wiki. It did help with bulging corners a bit at 0.250s.
Dial in your temperature first with a temperature tower. Make sure you set the temperature changes at the correct heights in your slicer. Once you have selected the best temperature, then print a retraction tower. Make sure you set the retraction changes at the correct heights in your slicer. I have an ender 3 pro, and ended up at 200° with 2mm retraction. Remember to dial in one setting at a time. Best of luck!
Thanks! I had printed a temp and retraction tower when I first got the printer and used those to get to 190deg 4.5mm@40mm/s. However from the other comments it looks like wet filament might be the issue.

{kind=link}